
愛知県西部は毛織物の産地として知られており、別の名を尾州といいます。
昔でいう”尾張国”にあたる地域に位置するためそう呼ばれるようになりました。
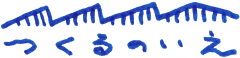
そんな尾州産地に百余年前から機業を続ける葛利毛織さんが今回の主役です。
創業当時から受け継ぐ低速織機”ションヘル”が織りなす、葛利織物のオリジナル生地「DOMINX」。
一日に織れるのは約10m、スーツの用尺が3m前後として、わずか3着分。そんな毛織物の生産背景を、のぞかせていただきます。
1.「織物工場で目にする光景、でも役割を良く知らない」ものごと
知った”つもり”でいたこと、沢山ありました。作業行程に添いながら、個人的な発見を振り返ります。

経糸の準備。仕入れた糸を必要m数計り、必要本数揃えます。長さは生地長に応じて(1反約50m)、数は経糸の本数に応じて変わります。(7,000~10,000本に及ぶ。密度の高いもの、生地幅の広いものほど多い。)
巻き取りは自動でも、トラブルが起きれば機械が止まってしまうので、人の手が入ります。
旧式の動力織機は、ミシンの上糸セットが案外手作業で面倒な様に、機械にバトンタッチするまでに大変な手間がかかります。同様に、糸のテンションに関しても、糸の特性を考慮し、機械のご機嫌を見つつ、あとは経験値で調整するところはミシンと似ていると思います。
「織物工場で目にする光景、でも役割を良く知らない」その2

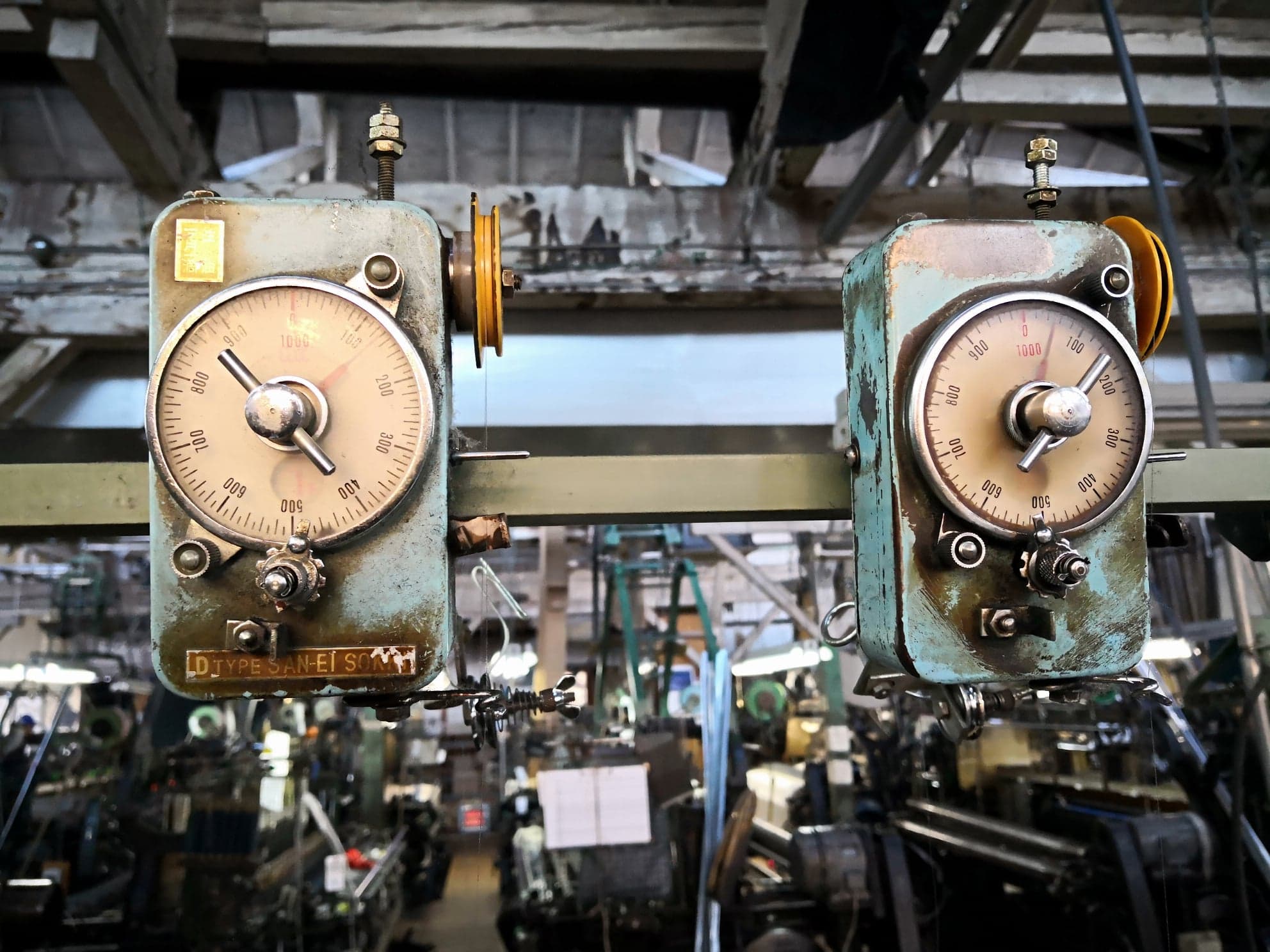
前段階で計量した経糸は、次に丸太のような”ビーム”へと一斉に巻かれます。
ワッシャーみたいな部品は重りで、個体差のある糸の貼り具合を均一に整えます。

糸の出口にあるぐるりとした針金は、糸が切れたときのお知らせ役。糸切れる→針金倒れる→機械が感知→巻き取り停止→人が結ぶ→再開。よって切れた1本が置いてきぼりのまま残りの何千本が巻き取られる事態を防ぎます。
経糸が巻かれたビーム。この恐ろしく重い丸太を一人ないし二人で運びます。生産現場に男手や若い担い手が必要な事が分かります。
ビームとは、英語の織用語でもbeamと呼ばれますが、レーザー光線のそれとは違い、建物の梁(はり)の意から成る単語です。なので要するに丸太!
「織物工場で目にする光景、でも役割を良く知らない」その3

綜絖通し。長いかぎ針のような道具を使って一本ずつ、手で通します。
素人の私が試しにやってみると、1本通すのに約10秒かかりました。1万本には10万秒=27時間。1日8時間休まずやっても3日以上かかります。
奥の機械は、糸をバラして次に通すべき糸をつかみやすくする手助け役です。初めて見ました。
ちなみに、葛利毛織の最大は24枚綜絖。私が学生の頃使っていた手織り機が4枚綜絖で、それだけで基本的な柄を網羅できたことを思えば、尋常じゃないレベルであることが伺えます。
筬通し。筬は、織るときに緯糸をトントンする、櫛のようなもの。左手前の金色の道具で通していきます。今度は1本ずつではなく、織りの組織図に従って本数が決まります。これも1セット10秒くらいかかりました。集中力を求められる上、没頭しすぎても本数が分からなくなり、すごく頭を使います。
まだ織る前ですが、ふと作業時間を想像してみれば、軽く1週間をこえます。
「織物工場で目にする光景、でも役割を良く知らない」その4

シャトルです。これが繰り返し左右往復することによって緯糸が経糸と交差します。一直線に行ったり来たりするバスがシャトルバスと呼ばれる所以です。
ところで、中のふわふわ。
これは”猫毛”と呼ばれるものでした。糸の種類や残量によって緯糸を繰り出す量にばらつきが出ないよう、調節する(そして結果的にテンションを一定に保つ)役割を担います。
随所に見られるアナログな工夫。先人のアイディアや実験の積み重ねに舌を巻きます。
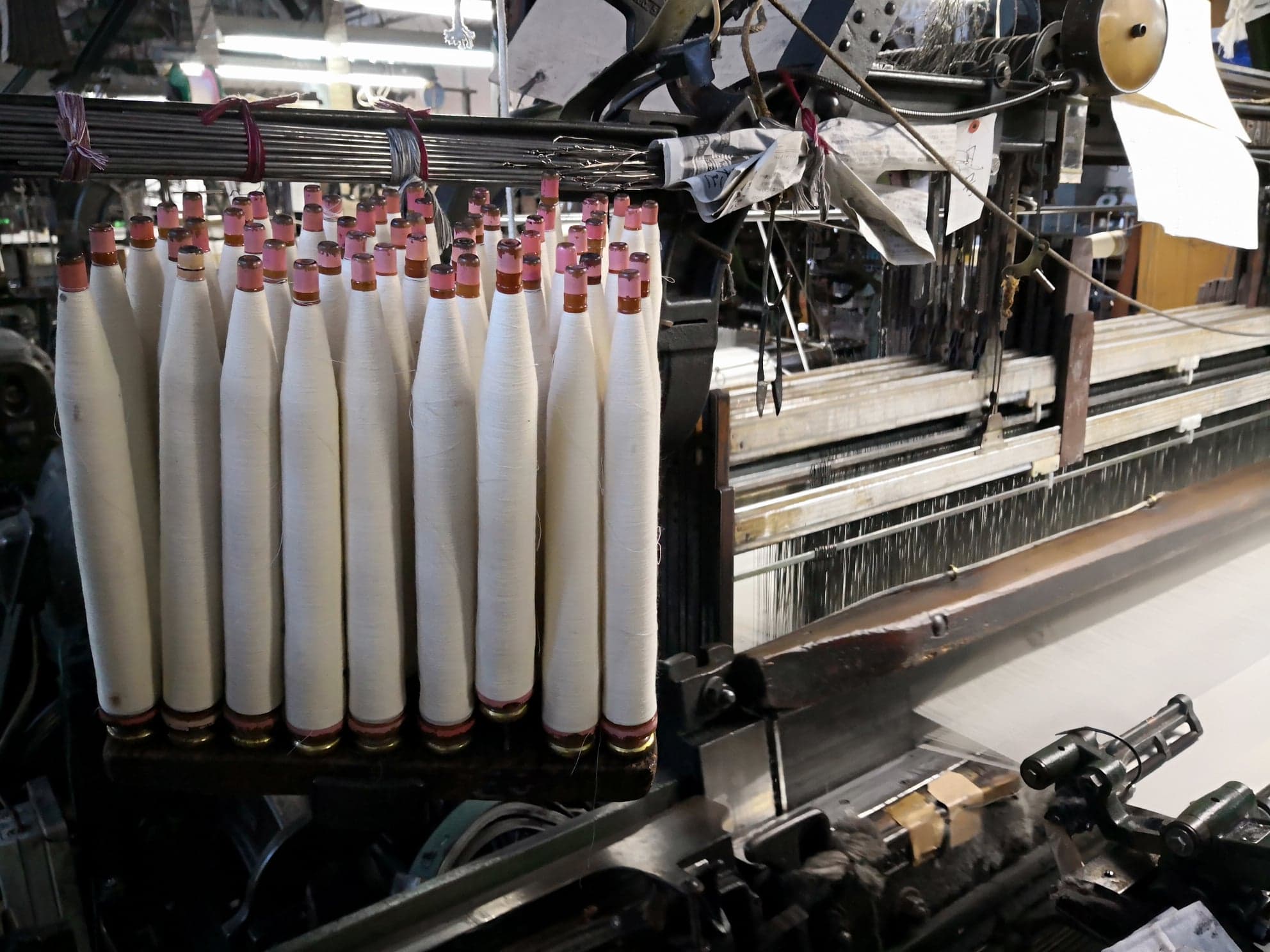
スタンバイしている緯糸。シャトルは数十秒〜数分置きに空になるので替えなければいけません。ここでも尚、人の手が入ります。
一反(50m)織るのに約4日、その後も検反やキズ修正など、納品までには様々な工程が続きます。
織物の生産にかかる全体の時間の中で、前半の準備段階に比重がおかれ、また全工程の多くに手作業または人の目が不可欠なことが分かりました。
およそ4~6ヶ月で新しく生産,消費されるファッションのサイクルのなかで、ベースである織物の生産が1〜2ヶ月に収められ、エラーを最小限にとどめた高品質なものが送り出されているとは、もはや想像を超えます。それは食品や建築など、私たちの衣食住を支える全てに共通することなのかもしれません。
既製品の多くは、案外、人の手を介して出来ているものです。
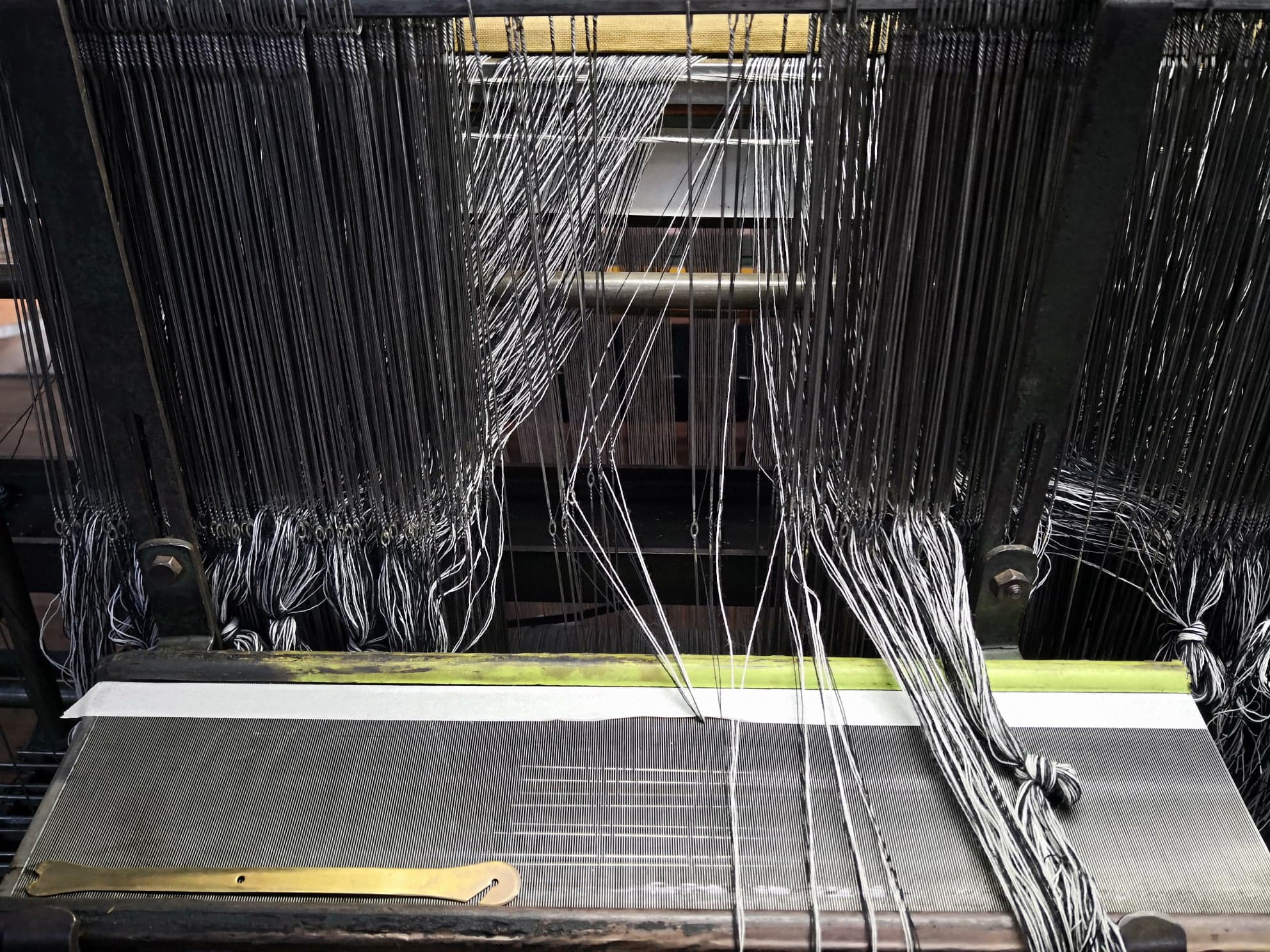
ションヘル織機(シャトル織機)が遅いのには、単純な緯糸の移動スピード以外にも理由があります。(初めて知った。。。)
それは経糸の開口。
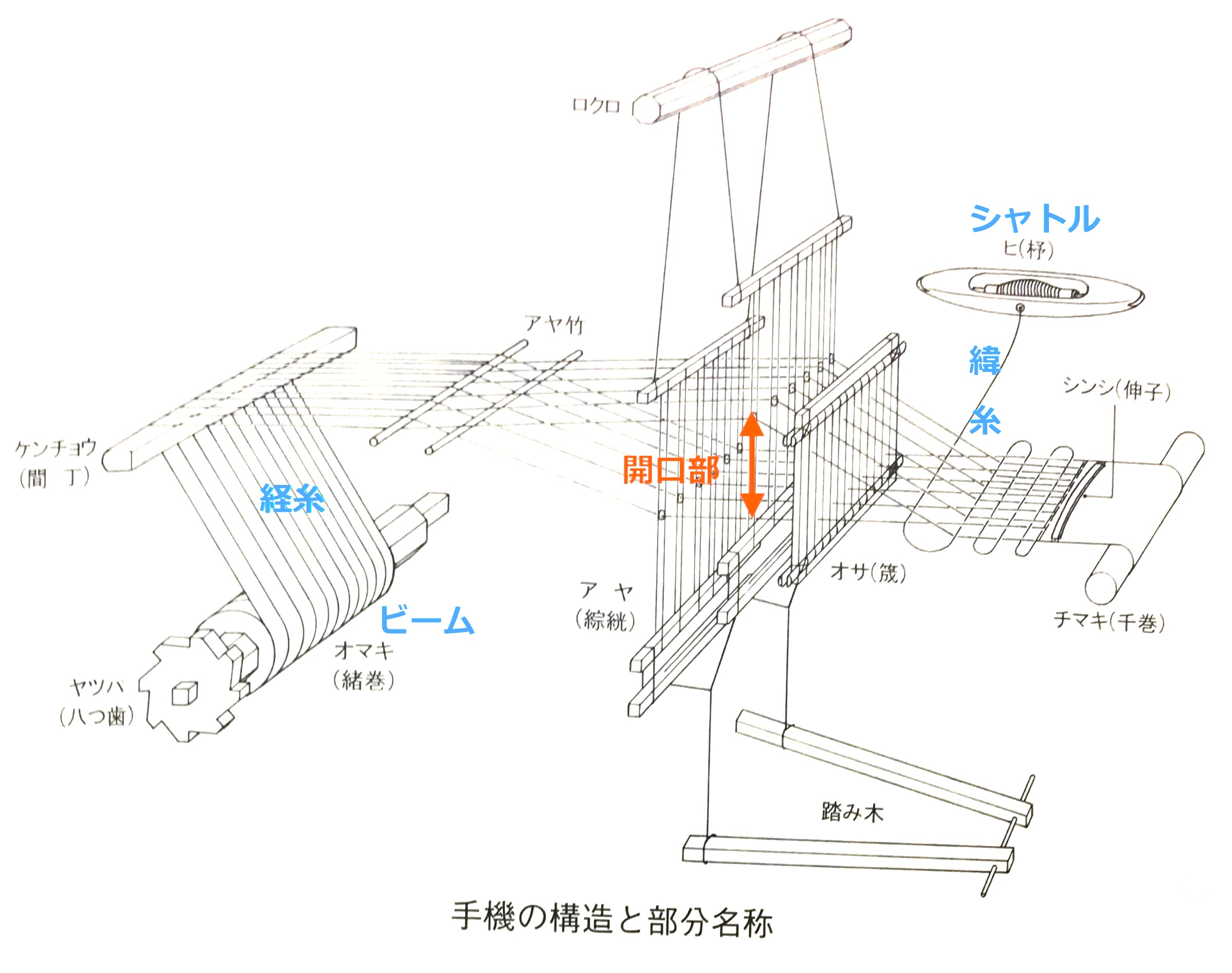
↑手織機の図ですが大まかな構造は一緒です。注釈入れています。
開けば開くほど、開閉時間がかかるので、織るスピードに影響します。コンマ1秒とかでも、生産効率には大きな差が生じます。
1ページ2秒かかるコピー機で50,000ページ刷るのと、1ページ3秒かかるそれとでは、13時間以上の差になるわけです。旧式は時々止まっちゃうから目を離せないし、手で紙を継ぎ足してやらないといけないのです。
さて、開口部が広いメリットとは。
それは空気を多く含むこと。
時間をかけて大きく開けば、その分糸と糸の間に空気の層ができ、糸が”居心地のいい状態に落ち着く”のだそう。
それが低速織機のなせる技であり、「風合いの柔らかな」毛織物が生まれる所以です。
早く均一に織られた緊張感のある布が多い中、糸にストレスをかけずに低速で織られた貴重な布。そんな「DOMINX」で仕立てた服がワードローブに並ぶ生活には、インスタントに得られない豊かさがあるのだと想像でき、憧れてやみません。